Metal Spinning

Established in 1964 and incorporated in 1969, Metal Craft Spinning & Stamping is a family-owned business now into the fourth generation, continuing a hard-earned legacy of quality, service and on-time delivery.
Our metal spinning department has mastered this ancient art and we’ve stayed on the leading edge of the industry with state-of-the-art CNC machines and hydraulic presses. These metal spinning tools allow us to produce thousands of quality parts and products for our hundreds of loyal customers across North America. When you’re ready to put our nearly 50 years of spin forming experience to work for you don’t hesitate to contact us.
Looking for help designing a metal spun part?
Learn key terms and operations to better understand the metal spinning process, machines and tools for metal spinning operation, and common materials used for metal spinning.
Materials We Work With
CNC Metal Spinning and Automation Today at Metal Craft
CNC and automatic spin forming machines turn out pieces at tolerances, which exceed even the most skilled manual processes. At Metal Craft Spinning & Stamping, we’ve added automated robots to our CNC production line to enhance accuracy in large-scale orders with the quickest turnaround times.
Our state-of-the-art KUKA robot arms enable a savings of 18% in cycle times for unloading tasks while ensuring that our products have no defects. Whether short lead prototyping or large-scale production is required, our versatile custom metal spinning capabilities have a diverse spectrum of applications in industries and markets.
- Fast & Greater Flexibility
- Powerful & Precise
- Ergonomic & Safe
Metal Spinning Tools & Machines
Metal spinning lathes fall into three general categories, each particularly suited for certain applications depending upon the material and dimensions of the workpieces.
- Manual Spinning: Lathes can accommodate a wide range of blanks from 1.0″ (6.35 mm) up to 72″ (1.8 m) in diameter. The largest finished diameter is 58″ and the smallest is 1.0″. Forming tool pressure is applied by a skilled human operator.
- Power Assisted Spinning: Used for spin forming strong metals such as stainless steel. Hydraulic cylinders provide the additional force required to shape the piece when human power alone is insufficient.
- Automatic Spinning: Uses Computer Numerical Control (CNC) or Programmable Numerical Control (PNC) to automate the spinning process. This is especially effective for precision high-volume production. With PNC the first blank is formed with manual spinning while the PNC system records the forming tool movements. In “playback” mode the PNC lathe can repeat the process as many times as required, producing an exact duplicate each time; the operator need only position the blanks in the lathe and initiate the playback cycle.
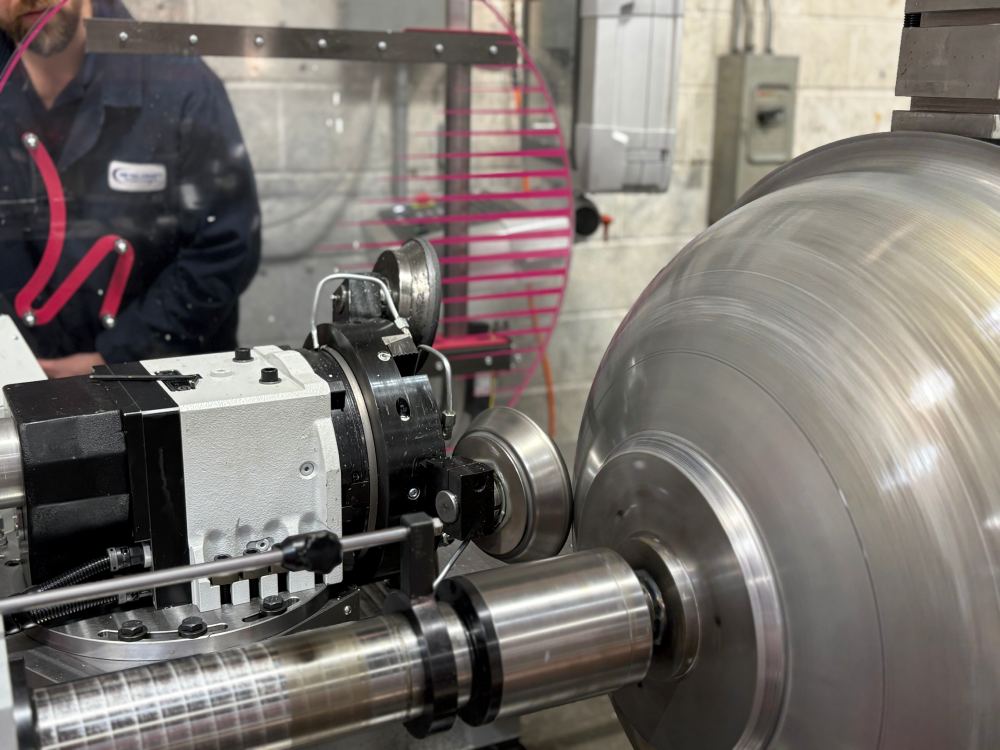
Traditional Metal Spinning Process
Metal spinning in the past was restricted to soft metals and low volume production runs, but this is no longer the case. Today’s advanced metal turning techniques have opened the door to high-volume production with the most highly durable materials. Below are the three typical steps in traditional metal spinning.
The mandrel chuck is mounted to the headstock, and the blank is fixed in place by advancing a follower block fixed to the tailstock of the lathe.
A tool rest and pin combine as a support system for the lever arms, a scissor-like apparatus. In this configuration, the arms have sufficient leverage to apply adequate pressure to the blank against a roller or other forming tool.
Each movement of the roller across the surface of the blank is called a pass. A series of passes is usually required to form the completed part. Multiple passes are achieved by adjusting the lever arms incrementally as the blank is reduced to its final finished form.
Metal Craft’s Specialized Metal Spinning Services
At Metal Craft Spinning & Stamping, we’re equipped to take on any job, large or small, providing an economical option for high and low-volume production and prototype fabrication with a host of advantages.
Diameter of Finished Part
- Up to 24″ in diameter (600 mm)
- 25″ to 36″ in diameter (600 mm to 900 mm)
- 37″ to 42″ in diameter (900 mm to 1067 mm)
Material Thickness
- 7ga (maximum thickness)
- 7-10ga (maximum thickness)
- 12-14ga (maximum thickness)
Tolerances
- +/- 0.030″ (0.76 mm)
- +/- 0.030″ (0.76 mm)
- +/- 0.030″ (0.76 mm)
Industry Applications
Engineered Solutions for Industry-Specific Applications
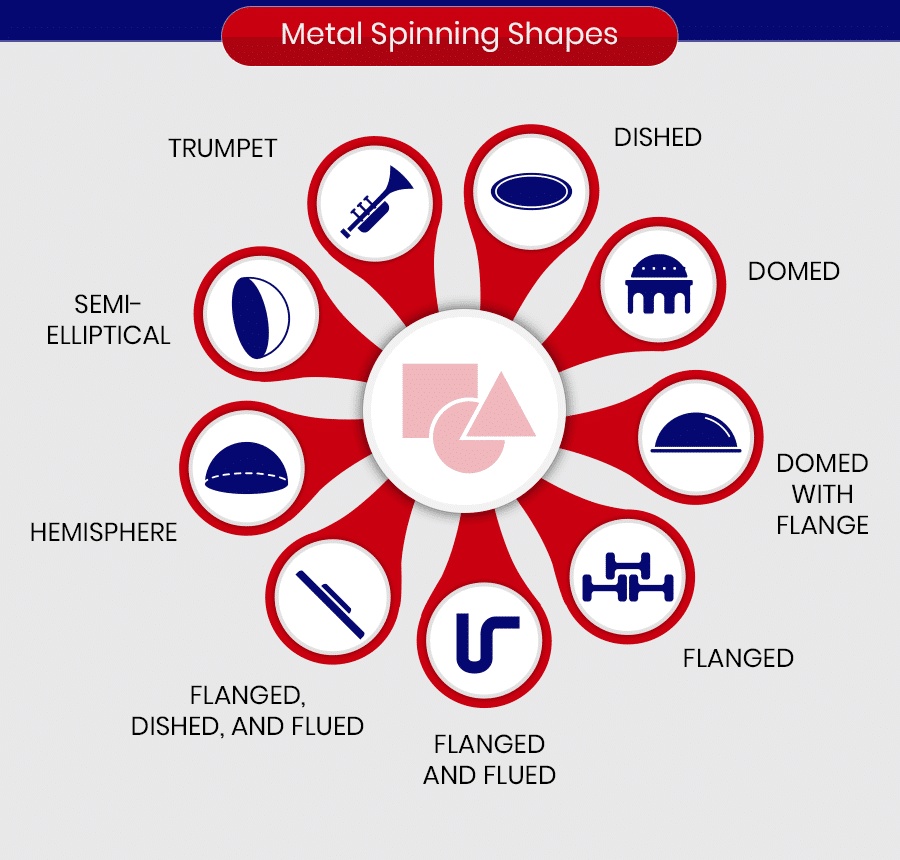
Metal Spinning Shapes
Metal spinning in the past was restricted to soft metals and low volume production runs, but this is no longer the case. Today’s advanced metal turning techniques have opened the door to high-volume production with the most highly durable materials.
That makes custom metal spinning a very cost-effective option for rounded metal parts and products in industries across the board. At Metal Craft Spinning & Stamping, our hand and CNC lathe operations now serve industries including:
- High integrity and reliability for structural parts
- Simple setup and quick changeover add up to short lead times for new parts
- Design changes with minimum expense
- Superior tensile strength within the finished material
- Dimensional stability with precise tolerances to 1000ths of an inch or 100ths of a millimeter
- Refined and strengthened grain structure
More Information About Metal Spinning
Featured Video
See our story
Explore inside the 4th generation family-owned facility and hear from the team.
See all videos
Why Metal Craft?
With over 60 years of metal spinning experience, we deliver the highest standards of quality throughout our manufacturing process, prioritizing customer satisfaction.
Quality & Experience
With decades of metal spinning expertise, we bring precision and craftsmanship to every project, ensuring consistent, high-quality results.Advanced Manufacturing
Our state-of-the-art equipment streamlines production, delivering high-precision metal components with exceptional accuracy and repeatability.Reliable Partnership
Efficient processes and dedicated support ensure that your components are delivered on time, with careful attention to maintaining quality from our facility to yours.